SOCO Food conveyor belt
![]() Recommended for food and medicine in connection with the production process. The conveyor belt is specially designed for products requiring a high level of hygiene.
Recommended for food and medicine in connection with the production process. The conveyor belt is specially designed for products requiring a high level of hygiene.
- Very easy to clean.
SOCO Food conveyor belt
Overview
The SOCO Food Conveyor Belt is specifically designed to meet the stringent hygiene and safety standards required in the food and pharmaceutical industries. This conveyor belt is ideal for use in environments where maintaining cleanliness and preventing contamination are paramount. It ensures efficient and sanitary handling of food products throughout various stages of production.
Key Features
- Food-Grade Materials: Constructed with materials that meet food safety standards, ensuring no contamination of food products.
- Hygienic Design: Designed for easy cleaning and maintenance, reducing the risk of bacterial growth and contamination.
- Versatile Applications: Suitable for transporting a wide range of food products, from raw ingredients to packaged goods.
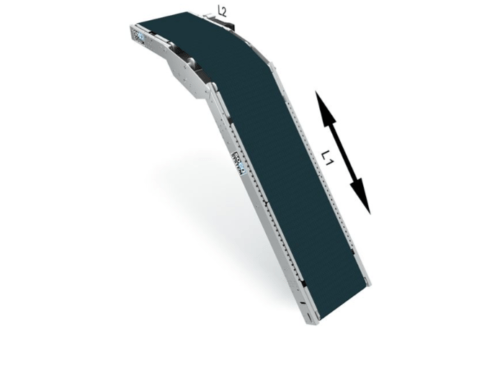
- Customisable Options: Available with different belt types to fit specific tasks, including horizontal, inclining, or declining conveying.
- Durable Construction: Made from high-quality materials to withstand the demanding conditions of food processing environments.
Technical Specifications
- Belt Types: Various types available to suit different tasks and requirements.
- Belt Width: Options available, including 495 mm as specified in some models.
- Conveyor Length: Customisable to fit specific production line requirements.
- Speed: Fixed or adjustable speeds depending on the model and application.
- Material: Food-safe materials, typically including stainless steel and food-grade plastics.
- Optional Features: Side guides, end stops, and other customisations available to enhance functionality.
Benefits
- Efficiency: Streamlines the transportation of food products, reducing manual handling and increasing productivity.
- Safety: Meets stringent food safety standards, minimising the risk of contamination and ensuring the integrity of food products.
- Versatility: Suitable for a wide range of food processing applications, from raw ingredients to finished products.
- Durability: Built to withstand the harsh conditions of food processing environments, ensuring long-term reliability.
- Ease of Maintenance: Designed for easy cleaning and maintenance, helping to maintain high hygiene standards.
Applications
The SOCO Food Conveyor Belt is perfect for:
- Food Processing Plants: Ensuring the hygienic and efficient transportation of raw ingredients and finished products.
- Pharmaceutical Production: Handling medicinal products in a clean and controlled environment.
- Packaging Facilities: Streamlining the packaging process for food and pharmaceutical products.
- Bakeries: Transporting dough, baked goods, and other products through various stages of production.
- Dairy Processing: Moving milk, cheese, and other dairy products safely and efficiently.
Conclusion
The SOCO Food Conveyor Belt provides a reliable and hygienic solution for transporting food and pharmaceutical products. Its food-grade materials, versatile applications, and durable construction make it an excellent choice for maintaining high standards of cleanliness and efficiency in production environments. Whether you’re handling raw ingredients or packaged goods, the SOCO Food Conveyor Belt ensures safe and efficient transportation.
For more detailed information and to explore how the SOCO Food Conveyor Belt can benefit your operations, please contact us.